
Injection assistée à gaz CINPRES
L’injection assistée par gaz est un procédé apparu fin des années 80. Le gaz utilisé est majoritairement de l’azote avec un taux résiduel d’oxygène inférieur à 1.5 %. Le but premier de ce procédé était de réaliser des gains de matières et éventuellement de temps de cycle.
Très rapidement, les applications de l’injection assistée par gaz se multiplient et aujourd’hui l’injection assistée par gaz peut être utilisée pour :
– Améliorer ou même remplacer la phase de maintien en pression et diminuer les retassures.
– Diminuer les temps de cycle en assurant un meilleur contact polymère-outillage.
– Augmenter la rigidité en créant un effet tube.
– Réduire les coûts de production en réduisant la force de fermeture.
Cette technique de transformation peut être mise en œuvre par différents procédés présentant évidemment des avantages et des inconvénients.
– Remplissage partiel ou « short shot »
– Remplissage total ou « full shot »
– Procédé d’Expulsion Plastique « PEP1 » ou masselotte
– Procédé injection gaz externe ou « EGM »
Ces différents procédés permettent de cumuler tous les avantages de l’injection assistée par gaz :
– Diminution du poids de la pièce.
– Diminution du temps de cycle car on injecte moins de matière.
– Diminution de la force de fermeture pour la même raison.
– Diminution des retassures, le gaz pouvant être guidé dans les zones critiques.
– Augmentation de la rigidité à moment quadratique équivalent.
– Amélioration de l’aspect.
L’injection assistée par gaz est un procédé où toute étape doit être optimisée, de la conception de la pièce au choix de la matière et de l’optimisation de l’outillage jusqu’au choix de la presse à injecter.
On trouve des applications dans des domaines aussi variés que le jouet, l’électroménager, le médical, le bricolage et l’ameublement. Il y a encore 15 ans, on considérait que le procédé était « réservé » à l’automobile et aux façades de téléviseurs. Cette récente évolution est due à la créativité dont ont fait preuve les designers et bureaux d’études. Leur but n’est pas de gagner de la matière ou de renforcer la pièce par une nervure creuse, mais d’améliorer la phase de compactage ou de supprimer un mouvement dans le moule.
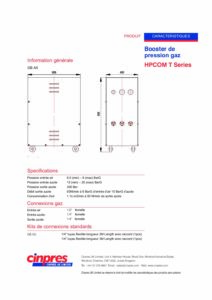
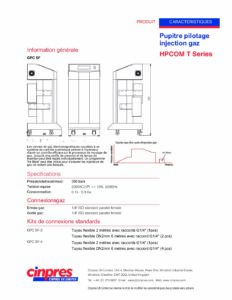
Documentations Commerciales

Documentations Techniques
Vous devez être inscrit(e) pour pouvoir consulter nos documentations techniques




Vidéos
Produits similaires
-

Poste de soudure laser
Équipement moule -

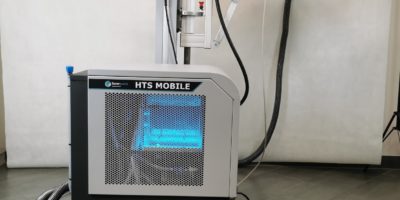
Système chaud & froid à eau
Équipement moule -

Système RICH
Équipement moule -


Compact Multi zone
Équipement moule -

Système à canaux chauds EMP
Équipement moule -

Mono zone
Équipement moule